Machining R&D at the Nuclear AMRC focuses on innovative and optimised subtractive manufacturing processes for large and high-value components. We give manufacturers a competitive advantage by reducing cost, risk, and lead times.
The extremely large size of many nuclear components, together with strict precision and quality requirements and a high cost of raw materials, presents significant challenges for standard machining processes.
Our engineers and researchers can work with you to optimise your production and help you compete on quality, cost and lead time. We apply a range of machining technologies to significantly reduce cutting time while maintaining the highest material standards.
We regularly meet typical industrial challenges of 40 per cent reductions in process cost and time while increasing robustness, and are developing new approaches to the industry’s most challenging machining problems. Common project types include machining process optimisation and large-scale prototyping.
In terms of materials, we work with the full range of stainless and structural steels used in the nuclear industry. We also have extensive experience in machining other specialist metals including titanium and high temperature alloys, and are leading research into the machinability of next-generation metals such as high-entropy alloys for fusion reactors.
Our research factory in Rotherham hosts a variety of large machine tools which offer a comprehensive capability of industrially-relevant machine configurations including milling, turning and deep-hole drilling. We can handle workpieces of up to 12 metres length and five metres diameter, and weights up to 50 tonnes.
We also have a selection of smaller machine tools, similar to those used by many SME machine shops, to tackle production challenges along the supply chain. These machines mirror the capabilities of our large machines, and also provide a machining science platform for fundamental early-stage research into innovative techniques, machinability studies and cutting tool characterisation.
Our core research covers areas including:
- Advanced coolants – minimum quantity lubrication, near-cryogenic and supercritical CO2.
- Next generation machining – investigating and proving close-to-market technologies.
- Next generation materials – characterisation of cutting performance.
- Digital machining – in-process inspection and monitoring.
- Portable and deployable robotic machining platforms.
- Environmentally sustainable manufacturing.
The capabilities of our machining platforms (detailed below) are complemented by a comprehensive selection of instruments, monitoring capabilities and analysis tools, and our engineers’ wide range of skillsets from academia and industry.
Our current machining platforms include:
Dörries Contumat VTL

- Very large vertical turning/milling lathe, capable of working on parts up to 5 metres diameter and 3 metres height.
- Advanced features include ultra-high pressure coolant turning and high pressure coolant milling, and high-speed spindle (up to 14,250rpm).
- Capable of producing reactor vessel internals, heat exchanger and steam generator tube sheets and support plates, wind turbine hub connectors, oil and gas wellheads, and large pump and valve casings.
- Research focuses on new techniques for single set-up process security to provide consistent quality on the largest workpieces.
Soraluce FX12000

- Very large floor-type horizontal boring machine, capable of working on pieces up to 12 metres length and 5 metres diameter.
- Wide range of machine configurations, with advanced features including automated head changing, combined linear guidance and damping, and dynamic ram balance system.
- Ideal for five-sided machining of very large complex parts, such as pumps, valves and offshore wind turbine hubs.
- Research focuses on innovative techniques to reduce set-up times and provide consistent quality in single set-up machining.
Heckert HEC1800

- Large high-precision horizontal boring machine, with turning, milling and deep-drilling capabilities.
- Capable of taking components up to 3.3 metres diameter, 2.5 metres height and 20 tonnes weight.
- Research is focused on developing new and innovative machining techniques for nuclear pumps, valves and tube sheets.
- R&D into high-performance drilling of high length-to-diameter ratios on a milling platform, and use of ultra-high pressure coolant for high length-to-diameter drilling.
Heckert HEC800

- Heavy-duty machining centre for milling, turning, drilling and multi-diameter turn-face capabilities.
- Spindle can be locked in either horizontal or vertical position using mechanical hirth coupling.
- Tangential turning function for single point turning, boring and facing flange features.
- Ideal for machining valve bodies and housings requiring turning, milling and boring.
- R&D focuses on process optimisation and new techniques for special features.
Hartford LG-500

- Compact machine tool for tapping, drilling and milling workpieces up to 300kg.
- Advanced features include SKF minimum quantity lubricant (MQL) system.
- Comprehensive range of instruments to measure machining forces, temperature and power use.
- Problem-solving for SMEs and sub-contractors.
- Fundamental research, tooling optimisation and machinability studies.
Mazak Integrex i-200
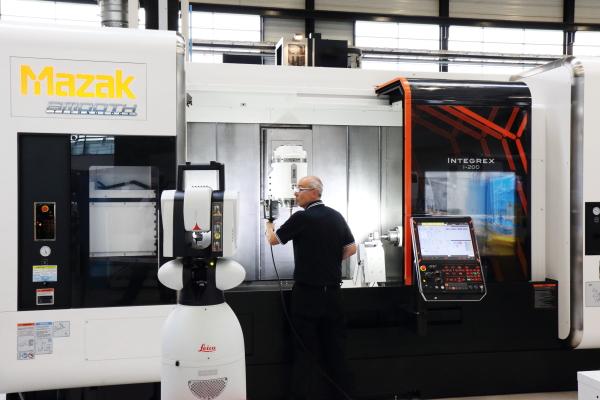
- Single set-up high-precision machining on workpieces measuring up to one metre, combining the capabilities of a high-powered turning centre and full-function machining platform.
- ChilAire near-cryogenic liquid carbon dioxide coolant system.
- Comprehensive range of instruments to measure machining forces, temperature and power use.
- Problem-solving for SMEs and sub-contractors.
- Fundamental research, tooling optimisation and machinability studies.
Robot machining cell
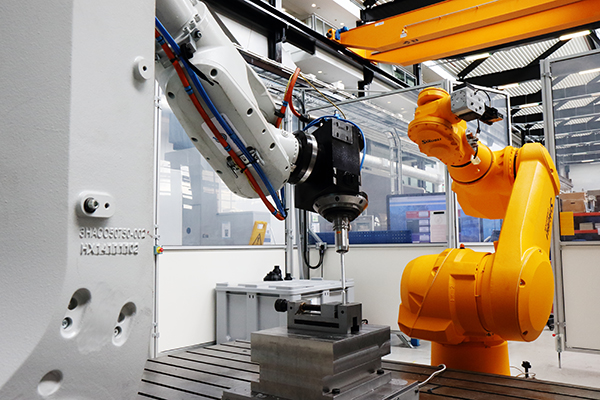
- ABB 6700 and Stäubli TX200 6-axis industrial robot arms, capable of carrying payload of over 100kg.
- Universal Robots UR10 and UR10e 6-axis arms for collaborative working.
- Range of electric spindles for rough milling and drilling, plus pneumatic spindles for finishing.
- End effectors for inspection, material handling and transfer.
- Applications include rough machining, weld finishing, and size reduction for decommissioning.
For full technical details of all our equipment and R&D capabilities, download the Nuclear AMRC capability directory (12 MB pdf).


